VA or NVA - That is the Question

The first in a Series on the 8 Wastes of Lean
Value-Add or Non Value-Add? That is the question –
Whether ‘tis nobler in the production process to suffer
the higher cost and extra space of outrageous muda, mura, and muri,
or to conduct the kaizens, jidoka, and heijunka
that by their execution, might end them?
My apologies to Hamlet and to the Bard of Avon, but I think I’ve figured out what they were really talking about in that famous soliloquy – LSS – Lean Six Sigma! Hamlet is musing aloud about the many sources of waste in the process – the 8 wastes of Lean – and vowing to find the means of ending them by proper application of LSS techniques!
• Sources of Waste
Seriously, let’s look at sources of waste and how the techniques identified in our fractured reading of Hamlet are employed to reduce or eliminate the wastes. Lean Six Sigma focuses attention on value as perceived by customers, emphasizing value-adding operations (abbreviated VA), and identifying non-value-adding (NVA) activities to be eliminated.
Lean Six Sigma techniques can be applied to other workflows besides production, such as product and process development, service, or even financial processes, by defining the appropriate value streams. There are bottlenecks, failures, rework loops, waiting, and excess movement in any business process. Eliminating them simplifies work, improves quality, smooths the flow of material, and drops dollars to the bottom line.
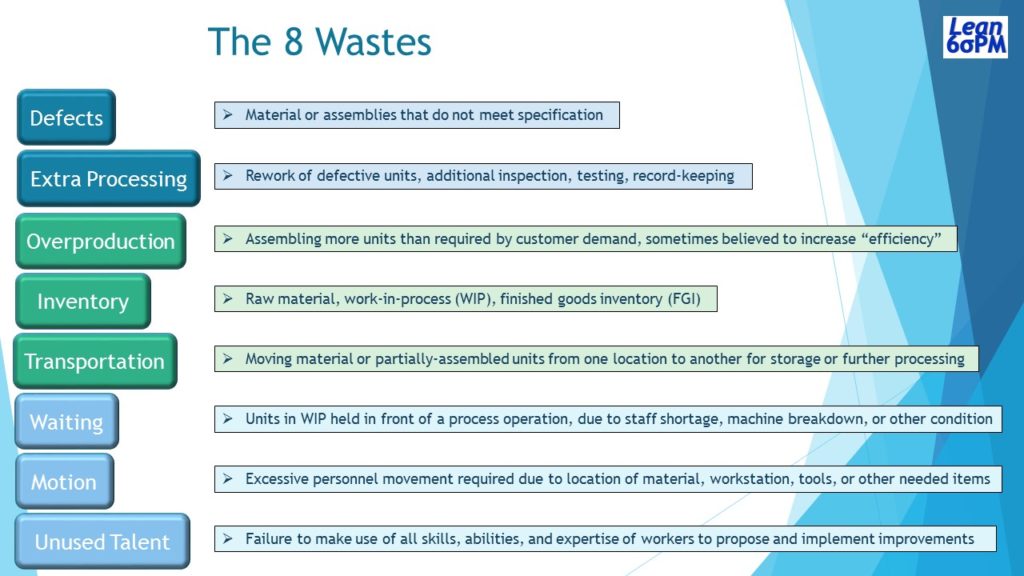
The Toyota Production System (TPS) identifies eight kinds of waste, or NVA. The nearby graphic defines the 8 wastes of Lean. (Not to put too fine a point on it, but the TPS identified 7 wastes; the eighth waste, Unused Talent, was added later.)
Various improvement methodologies are employed to address each type of waste. In this series of articles, we will examine each of the wastes as found in manufacturing processes, and as found in other business processes and projects.
And of course, the point is not just to identify the types of NVA, but to assess their impact on business and system performance and see what countermeasures can be implemented to reduce or eliminate the NVA.
• 8 Wastes of Lean - a quick look
Defects – Material or assemblies that do not meet specification. Defects are sometimes referred to as non-conformances, failures, or faults.
Extra Processing – This can be related to defects, that is, a rework path involving removal and replacement of parts from an assembly because a non-conformance was discovered. It can also refer to additional inspections, testing, or possibly record-keeping requirements imposed on a business process.
Motion – Refers to a production worker moving away from the station at which the assembly operation is being performed, for example, to pick up a tool, locate a component, or confer with a supervisor. Motion NVA can occur in other business processes wherein multiple people are involved in product development, quality, or financial processes, and located in different buildings or work areas.
Transportation – Refers to the transport of partially completed assemblies from the assembly workstation to another area or building (or city) to continue work, or to an intermediate storage location before finishing assembly.
Overproduction – Assembling more units than are required by customer demand, usually because it is perceived to improve efficiency. As the thinking goes, we’re building 100 devices to ship for the current customer order, so while we’re still set up let’s build 100 more and hold them for the next order we think is coming soon, maybe next month. If no order arrives, the overproduction becomes Inventory.
Inventory – Stock carried as raw materials and components, or work in process (WIP), or finished goods awaiting shipment to customers. Excessive inventory has the effect of slowing the creation of customer value in the process. And no less important, it ties up cash the business could put to better use.
Waiting – In an assembly process, units in WIP may be held ahead of a workstation due to worker shortage, a machine breakdown, component shortage, or some other unplanned condition. Waiting is often the result of overproduction at upstream processes because of the perceived efficiency of keeping the upstream worker and machine “busy.”
Unused Talent – This is the failure to make use of the skills, abilities, first-hand knowledge of the job, and the expertise of workers to identify problems and to propose and implement improvements. It is sometimes euphemistically called the “check your brain at the door” mentality.
In the remaining posts in this series, we’ll explore how these types of NVA become evident in manufacturing and other business processes, and how Lean Six Sigma tools can be used in the design of processes which have low or no waste/NVA.
We will also look at some of the LSS techniques for addressing the 8 wastes in existing processes. Our fractured Hamlet hints at three of them, namely Kaizen, Jidoka, and Heijunka. Or in plain English: continuous improvement, automation with a human touch, and leveling/smoothing the flow, respectively.
That’s a lot to take in. Let’s proceed, shall we? Choose one of the links below to delve into more detail.
• Extra Credit
For those of you who were absent the day your English Lit teacher covered “Hamlet,” here is what Mr. Shakespeare actually wrote.
To be, or not to be, that is the question:Whether ’tis nobler in the mind to sufferThe slings and arrows of outrageous fortune,Or to take arms against a sea of troublesAnd by opposing end them.
Dann Gustavson, PMP®, Lean Six-Sigma Black Belt, helps Program Managers and their teams achieve superior results through high-impact program execution. Prepare, structure, and run successful programs in product engineering, manufacturing operations (including outsourcing), and cross-functional change initiatives.
Contact Dann@Lean6SigmaPM.com.